◎「八尾市ものづくり達人賞」受賞しました
おかげさまで、このような賞を頂く事が出来ました。
今までご縁のあった全ての方々に感謝させて頂きます。
ありがとうございます。
この賞は、八尾市及び八尾商工会議所が行なっている事業で、
長年の経験や人間の五感によるものづくりに従事し、
優れた技術・技能者を「ものづくり達人」として顕彰するものです。
選考には、その技術をどのように伝承してるかも評価対象になってます。
技術伝承部門を立ち上げたところですので、とてもうれしく思います。
私の申請した技術は「合わせもの」というものです。(後ほど説明します)
受賞までの過程ですが、
本来は、受賞対象者を所属する会社が推薦し、「達人選考委員会」に
図られると言う運びのようですが、
私は「自営」。
つまり、たった一人で仕事をしてますので、誰が推薦するかが
一つの問題点でした。普段の私の仕事ぶりを見ている人が、いませんので。
そこで、各部門の専門知識を持った方々が、私の工場に来て、
実際に作業を見ていただき、推薦に該当する了承を頂き、
商工会議所会頭名で推薦して頂きました。
あまり例がないようです。
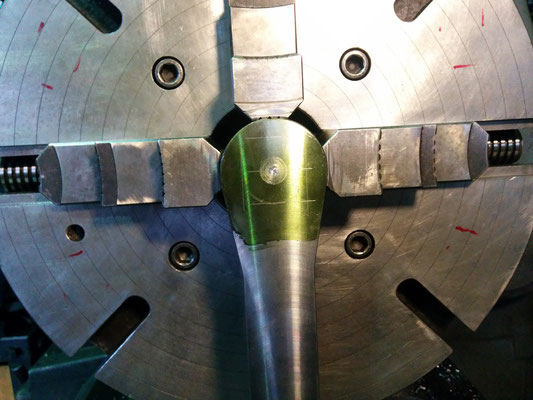
各方々来社時は、私の申請した技術を盛り込んだサンプルを作り、
実際に組み立てて、比べて頂いたり、きさげ作業の実演もしました。
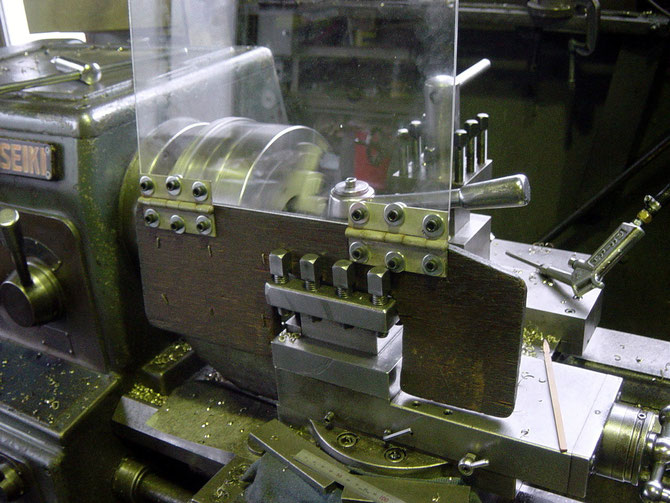
当然、自作汎用フライス盤の構造や工夫した点も説明しました。
今回私の申請した技術である
「合わせもの」
と言う技術は、もしかすると、一般的な呼び名ではないかも知れません。
親父より、言葉で教わってますので、ごく狭い業界での職人用語の可能性も
あります。簡単に言うと、物と物を組み合わせる時の技術です。
はめ合いもそのうちの一つですが、この「合わせもの」の範囲はすごく広いです。
・部品の組み合わせ面の摺り合わせ方法
・ベアリングの予圧の調節やその方法
・ベアリングの端面を押すカバーの足のきかせ具合やその方法
・カミソリのきかせ方やその方法
などさまざまなところや、いろいろな方法があります。
私の作った汎用フライス盤を使い、説明したり、
実際に、きさげ作業は、Aと比べてBの場合は、と、あたりやきさげの
かけかたを実演ました。
摺動面の摺りあわせの技術もそのうちの一つです。以前の記事にも
書きましたが、私のやり方は他の方とは全く違います。
機械のレベルの出し方も「合わせもの」の技術の一つです。
このレベルの出し方も私の場合、ちょっと特殊です。
このように書いていると、全て「合わせもの」にあてはまるようですが、
まさにその基本は二つだけです。この基本を常に頭に置いて組み立てや
据付をするのと、それを頭に置かないでするのとでは、ちょっと変わってきます。
加工についても同じく、この二つの基本を基に進めていきます。
(付録)
なので、私の場合、機械の使い方や調整の仕方がちょっと一般的な方法とは
違います。
(よく、私は、機械メーカーや機械商社と口論になりますが、一度たりとも
こちらが負けたことはありませんよ。事実を持って証明しますから。
DMG○精機さんからは、会社名で謝罪文を書かせてます。当時は旧社名ですが。
私35歳の時ですww)
微妙な表現で申し訳ありませんが、察してください。
二つの基本をこの場で、全て公開するわけにはいきません。
専門知識を持った方がこられた時も、そのかたの部門に合わせた
技術を見てもらい、評価してもらいました。
つまり、何人もの方が、複数回に分けて来られましたので、
各々の技術はある程度公開しましたが、総合的な技術は、公開せずにすみました。
意地悪ではなく、高度な技術は、この人ならと言う人にのみ伝えることにより
正確に後世に伝わるという昔からの知恵です。
こういう場で、公開することには、私は反対派です。
ある程度までの技術であれば、共有し、お互い勉強し合えばいいと思いますが、
一線を越えた部分は、かえって公開しないほうが、後世に正確に受け継がれると
思います。昔からの知恵だと思います。
(古い考えだと思う方もおられるでしょうが、公開してしまうと
大切な部分が正確に伝わりません。以前の記事「武道はスポーツではありません」
にも書いてますが、オリンピック競技として武道である柔道を公開してしまったため、
武道の「道」が正確に伝わっておりません。武道を志す一人としてあれを武道として
世界中の人に見られることを恥ずかしく思います。)
選考会の一つに、面接形式での質疑応答があります。
一人ずつ商工会議所に呼ばれて、
いろいろな経歴をお持ちの選考委員会のメンバーの方を前に、質問に答えたり、
自分の技術をアピールします。
私の場合、ある方より自作フライス盤の主軸に関する質問がありました。
主軸の固定側軸受けの予圧のことです。
専門知識をお持ちの方と見ましたので、お話できる部分は詳しく話しました。
固定側軸受けの予圧を話題に出来る方はそうはいません。回りの方は、
静まり返ったままでした。
ちなみに、私のフライス盤の主軸固定側軸受けの予圧は、
まず、NSKさんに予圧をこちらで指定し、
背面合わせの組み合わせ・・・ベアリングを特注します。
そのベアリングを実際に組み立てる時、仮組みの状態で再度微調整し、
予圧を決定してます。
私は、アナログ派ですので数値的にはどれ位になってるかは
自分にも解りません。手と耳と目の感覚で決めました。
もちろんP級のベアリングです。
すごく長い記号が付きますよ。
今回、手作業や技術伝承を評価して頂いたことが、嬉しかったです。
それと、個人的に公的なところは苦手で近寄りませんでしたが、
思い切って飛び込んで良かったと思います。少しずつ関わって
いけたらと思ってます。
*受賞報告の記事ですが、いつもながら、脱線ばかりでまとまりのない
文章になってしまいました。自称変わり者ですご勘弁を。